
北海工場表面処理品目
ニッケルめっき
 ニッケルめっきは、素材をめっき液に投入し、電気を流すことにより素材表面にニッケル皮膜を析出します。
ニッケルめっきは、素材をめっき液に投入し、電気を流すことにより素材表面にニッケル皮膜を析出します。
耐食性や密着性の高さがあり、光沢を出すこともできます。
また、他のめっきの下地として利用されることもあります。
電気を流しめっき皮膜を析出する為、めっきの膜厚は部分により多少のバラツキが生じます。
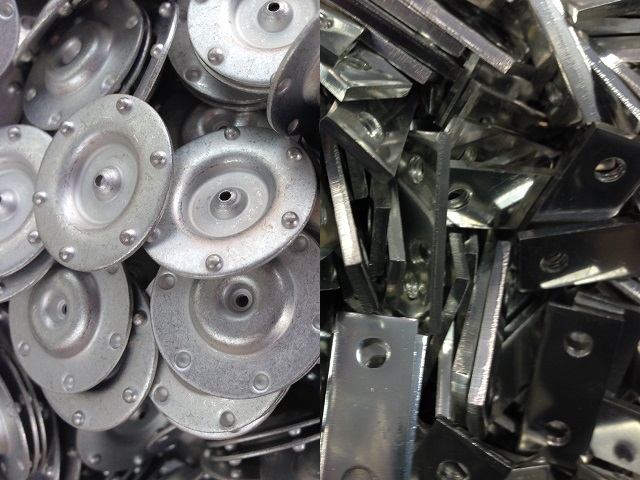
当工場ではバレルを用いる事により、小さな金属部品を一度に大量にめっきする事が可能です。
無電解ニッケルめっき
 通常のニッケルめっきとは違い、素材に電気を流さず化学的な反応によりニッケル皮膜を析出します。
通常のニッケルめっきとは違い、素材に電気を流さず化学的な反応によりニッケル皮膜を析出します。
電気を流さないめっき方法の為、複雑な形状の製品に対して均一な膜厚のめっきが可能となります。
膜厚に多少のバラツキがあるニッケルめっきでは薄い部分の耐食性が弱いが、膜厚が均一である無電解ニッケルめっきでは耐食性が弱まる部分が生じません。
また、電解ニッケルめっきに比べ硬度が高いという特性もあります。
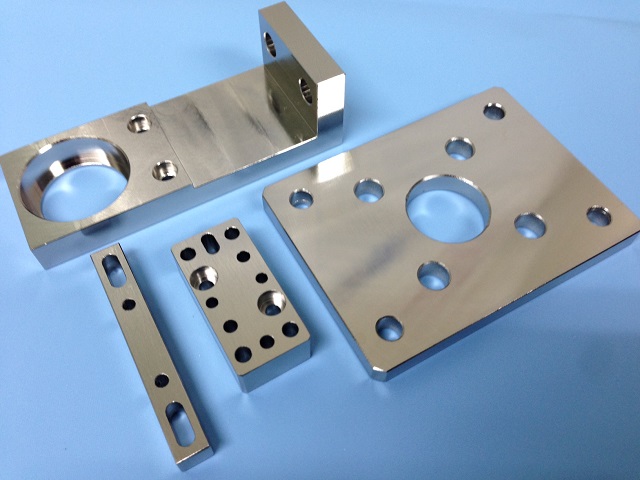
均一な膜厚でめっきが可能なため、寸法精度が必要とされる機械部品などに利用されます。
当工場ではラックやワイヤーを用いる事により、1点の製品からめっきする事が可能です。
亜鉛めっき+3価クロメート処理
 亜鉛めっきはそれ自身が犠牲となる事により素材を錆びから防ぎます。
亜鉛めっきはそれ自身が犠牲となる事により素材を錆びから防ぎます。
この特性により、めっきした物に多少のキズが入った場合でも防錆効果を維持出来ます。
しかし、亜鉛めっきしたままの状態では比較的変色・腐食しやすい為にめっき後にクロメート処理を行います。
また、亜鉛めっきは鉄素材の防食に極めて効果的です。
当工場では、バレルを用いためっきを行っており、小さな金属部品を一度に大量にめっきする事が可能です。
スズめっき
 スズめっきは、電気伝導性や半田付け性に優れているという特徴があります。
スズめっきは、電気伝導性や半田付け性に優れているという特徴があります。
当工場では、1度に大量にめっきするバレル処理や数十~数百個単位でのラック処理によるめっきが行われております。
銅めっき
銅めっきは、柔軟性があり電気伝導性に優れているという特性があります。
また、素材への密着性が高く、他のめっきの下地として用いられる事があります。
断路器導電部の銀めっき補修による延命化技術
変電所などで使用される断路器の導電部品は銅製で、接点部には銀めっきが施されています。銀は銅よりも電気伝導率が高く、電気抵抗率が低い金属であり、銀めっきの役割は、電極と電極が接し通電した時の接触抵抗を低く保つことにあります。
導電部品の銀めっきは電極の接触と切り離しの動作で生じる摩擦や衝撃で段々とすり減り下地の銅材が露出して接触抵抗が上がってしまう現象へとつながっていきます。
また、断路器は屋外に設置されている場合がほとんどで、風雨にさらされる過酷な環境も銀めっきの劣化を促進し、導電部品の性能を低下させる要因になっております。
導電部品の接触抵抗があるところまで上がってしまうと断路器としての性能や信頼性の確保が難しく、導電部品そのものには問題は無くても、銀めっきが摩耗・劣化している為に導電部品まるごと新しいものに交換する方法にせねばなりません。
又、継年断路器でメーカ廃形の場合、消耗部品の入手ができなくなり機器全体を更新する必要があり、莫大な費用が掛かります。
この『断路器導電部の銀めっき補修による延命化技術』で現行断路器の導電部をリビルドする事により、設備更新投資が不要となり大きな費用逓減が実現可能となります。
詳細は下記リンクをクリック、PDFがご覧いただけます。
協力工場表面処理品目
硬質クロムめっき
硬質クロムめっきは、硬度がHv750以上あり、耐摩耗性・潤滑性・離型性・耐熱性などが優れています。
上記の特徴から、自動車部品・ロール・金型などに用いられています。
協力工場では数キログラムの部品から数トンの金型まで様々な大きさの製品のめっきを行っております。
サイズは最大で5m×3.5m×2m、重さ30tまで対応可能です。
また、めっき前後の研磨も行っております。
無電解ニッケルめっき
協力工場では、最大長さ3メートル、重量3トン程の大きさの製品をめっきする設備を有しており、北海工場でのめっき対応が不可能な製品でもめっきする事が可能です。
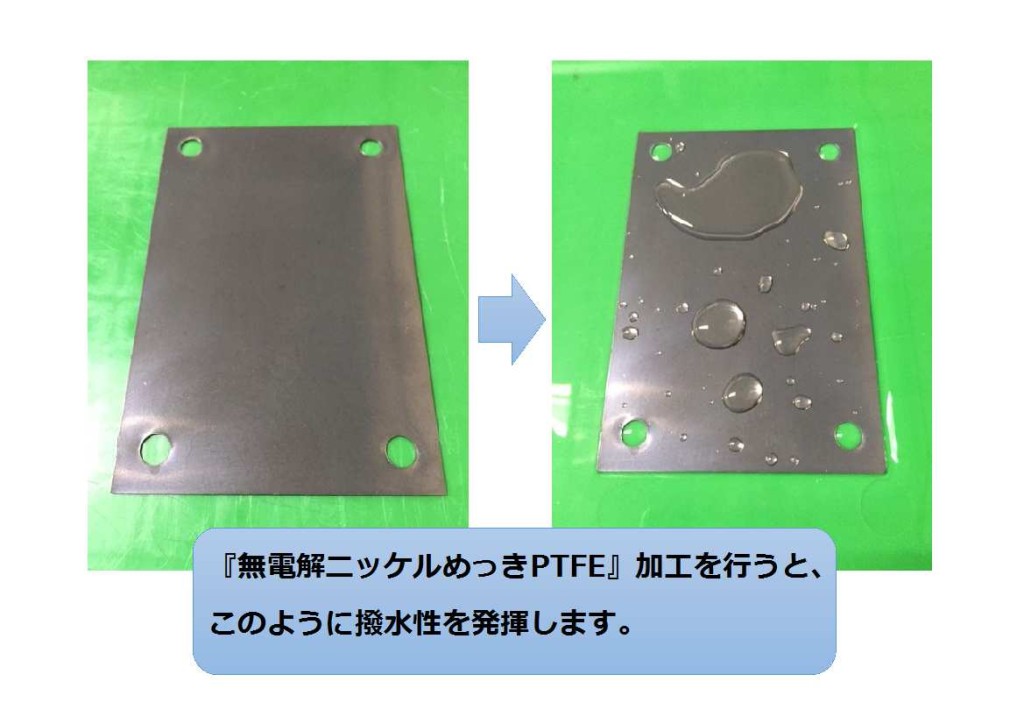
無電解ニッケルめっきPTFE
PTFEとはポリテトラフルオロエチレンの略で、テフロン(フッ素樹脂)の事となります。
無電解ニッケルめっきPTFEでは、無電解ニッケルめっき液の中にテフロンが含まれており、めっきする際にニッケルとテフロンを共析させます。
テフロンを共析させる事により、無電解ニッケルめっきの特性(均一な膜厚・硬度・耐摩耗性・耐食性)に潤滑性、撥水性、離型性などの特性を加える事が出来ます。
濃黒色無電解ニッケルめっき
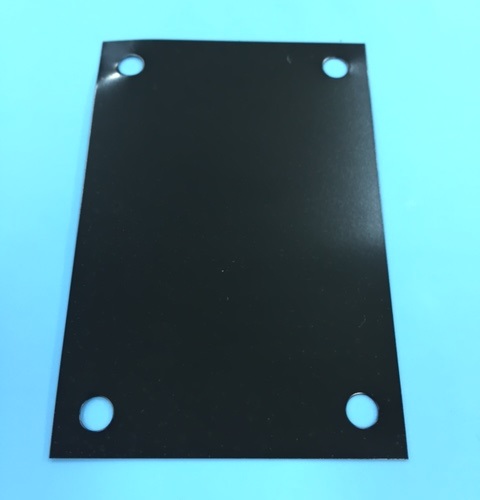 濃黒色無電解ニッケルめっきは、ナイトニッケルとも呼ばれるめっき後の色が黒い無電解ニッケルめっきになります。
濃黒色無電解ニッケルめっきは、ナイトニッケルとも呼ばれるめっき後の色が黒い無電解ニッケルめっきになります。
特性は無電解ニッケルめっきと同じになります。
同じような特性として黒クロムめっきなどがありますが、クロムめっきの場合処理途中に、毒性が強く人体に有害である6価クロム含有の処理液が使われます。しかし、濃黒色無電解ニッケルめっきは6価クロムが使われませんので、人体や環境に配慮されためっきとなっています。
亜鉛めっき(有色クロメート・黒クロメート・ユニクロ)
 協力工場では3種類の3価クロメート処理が行われております。
協力工場では3種類の3価クロメート処理が行われております。
色合いは、有色クロメートが薄い黄色、黒クロメートは黒色、ユニクロが青みがかった銀色となっております。
有色クロメートと黒クロメートは高い耐食性があります。ユニクロはそれと比べると耐食性は劣りますが、装飾性を重視する場合に利用されます。
アルマイト(白色・黒色・硬質)
 アルマイトは、アルミニウム素材の製品を処理液に入れ、陽極の電流を流し、表面に酸化皮膜(酸化アルミニウム)をつくりだす処理となります。
アルマイトは、アルミニウム素材の製品を処理液に入れ、陽極の電流を流し、表面に酸化皮膜(酸化アルミニウム)をつくりだす処理となります。
アルマイト処理をする事により、アルミニウム素材の製品の耐食性や硬度を高める事が出来ます。
また、アルマイト処理をすると導電性がなくなります。
アルマイト処理は素材を溶かしながら皮膜が成長します。この皮膜は膜厚の2分の1が素材の外側に成長し、残りは素材の内側に成長していきます。寸法精度が厳しい場合にはこの点を注意する必要があります。
ノンクロム化性処理(ジルコニウム処理)
ノンクロム化性処理(ジルコニウム処理)は、アルミニウム素材に電流を流さずに、ジルコニウムが配合された処理液での化学的な反応により、表面に皮膜を生成します。
耐食性ではアルマイトに劣りますが、導電性があり、1μm以下の皮膜となるため寸法がほとんど変わりません。
色合いは、無色透明であるが、前処理でのエッチングにより若干白みを帯びます。
また、塗装密着性が良好でアロジン処理の代替として利用できます。アロジン処理ではクロムが利用されますが、6価クロムを含有しない処理液が用いられるため、環境への影響に配慮されたものとなります。
電解研磨
電解研磨をする際は、オーステナイト系ステンレス素材(SUS304、SUS316など)の製品を処理液に入れ、製品に陽極の電流を流します。電流は表面の凸部に流れやすい為、凸部が溶解しやすく表面が滑らかになります。
表面が平滑化することにより光沢が出ます。また、製品の角や端面が優先的に溶解する為、バリ取りが可能です。
電解研磨をする事により、溶接などによる酸化スケールの除去が可能で、処理後には表面に不動態皮膜が形成される事により耐食性が高まります。
協力工場では、最大10トン程の重さの製品まで処理可能となっております。
化学研磨
化学研磨は、オーステナイト系ステンレス素材(SUS304、SUS316など)やアルミニウム素材の製品を処理液に浸ける事により行います。
化学研磨では、化学反応により表面が平滑化され、光沢を出す事が出来ます。また、微細なバリの除去も可能です。
電解研磨とは違い、ステンレス素材の耐食性の向上は期待できませんが、科学研磨後に不動態化処理をする事により耐食性を高める事が出来ます。
不動態化処理
ステンレス不動態化処理とは、ステンレス素材の製品を処理液に投入する事により、ステンレスに含まれるクロムと酸素が結合し、表面に酸化クロム層を形成する処理になります。
色は無色透明で、寸法の変化もありません。
この処理をする事により耐食性を高める事が出来ます。
また、この処理の前に電解研磨を施す事により、さらに耐食性を高める事が可能です。
酸洗い
酸洗いをする事により、ステンレス素材の製品の焼けや変色の除去が可能です。
酸洗いをすると、表面が荒れることにより光沢がない白い色合いになります。